

Quy trình sản xuất bi thép đơn giản
Tạo bóng trống → loại bỏ vòng → mài thô → mài mềm → tạo bóng trống → bóng mịn (hoặc giũa → mài mềm) → mài cứng → mài mịn → mài chính xác (hoặc đánh bóng) → mài cực kỳ chính xác.
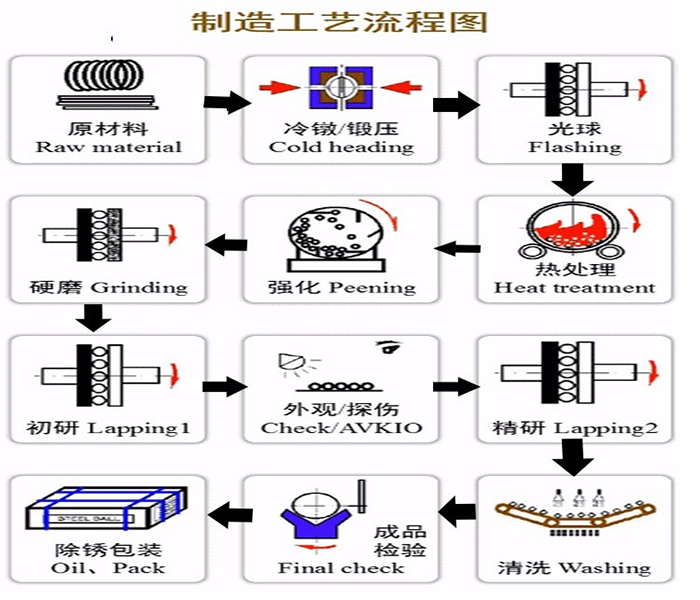
Quy trình sản xuất chi tiết của quả bóng thép
1. Kéo dây: Kéo căng dây đến đường kính mong muốn bằng máy kéo dây;
2. Đầu nguội (rèn): Đặt dây đã kéo vào máy cán nguội bi thép, dùng khuôn thép bên trong máy để rèn thành phôi bi;
3. Bóng đèn: Hai tấm tròn mài bóng bằng gang bên trong máy bóng đèn ép và dũa phôi đầu nguội để tháo vòng ngoài và hai cực trên phôi;
4. Quả bóng mềm: Hai tấm tròn mài bóng bằng gang bên trong máy bóng mềm dũa phôi bóng nhẹ để nghiền nó thành đường kính bóng và độ nhám bề mặt cần thiết;
5. Xử lý nhiệt: Đặt quả bóng vào lò xử lý nhiệt, cacbon hóa, làm nguội và ủ để tạo cho nó một lớp cacbon hóa, độ cứng, độ dẻo dai và tải trọng nghiền nhất định;
6. Mài cứng: Đĩa mài bên trong máy mài tạo áp suất và mài phôi bi đã qua xử lý nhiệt để loại bỏ lớp oxit đen trên bề mặt bi và điều chỉnh độ chính xác của bi;
7. Làm sạch mài/đánh bóng chính xác: Mài chính xác: Nghiền phôi bi mài trong máy mài chính xác để đạt được độ chính xác và độ mịn cần thiết của thành phẩm;
Đánh bóng và làm sạch: Đổ quả bóng vào trống đánh bóng và xoay nó, sau đó làm sạch bề mặt hình cầu bằng chất tẩy rửa đánh bóng và nước để làm cho nó sạch và sáng bóng;
8. Lựa chọn bề ngoài: Sử dụng kiểm tra trực quan thủ công để kiểm tra bất kỳ khuyết tật nào trên bề mặt của quả bóng thép và sử dụng micromet để đo độ tròn thực, sự thay đổi đường kính lô và sử dụng máy đo độ nhám bề mặt để phát hiện độ nhám bề mặt như lần kiểm tra cuối cùng;
9. Đóng gói: Phủ dầu chống rỉ bi thép/bóng thép không gỉ/bóng thép chịu lực và đóng gói trong hộp các tông hoặc túi dệt.
Với sự phát triển của công nghệ, nhu cầu về vòng bi chịu lực lớn trong ngành sản xuất thiết bị ngày càng tăng cả về số lượng và chất lượng, đồng thời yêu cầu về số lượng và chất lượng của các quả bóng thép chịu lực lớn hỗ trợ cũng cần tăng lên tương ứng. Sự thay đổi đường kính của lô bi thép phải nhỏ, độ nhám bề mặt của bi thép phải nhỏ, độ chính xác cao và chênh lệch giữa độ cứng lõi và độ cứng bề mặt của bi thép phải nhỏ. Đường kính của quả bóng thép chịu lực lớn hiện đã đạt tới 150MM-200MM。
Quy trình sản xuất bi thép chịu lực lớn khác với quy trình sản xuất thông số kỹ thuật thông thường. Sự so sánh sau đây được thực hiện:
1. Quy trình sản xuất bi thép chịu lực lớn:
Cắt - Rèn - Ủ - Gia công tiện - Xử lý nhiệt - Mài cứng - Nghiên cứu ban đầu - Nghiên cứu chính xác;
2. Quy trình sản xuất bi thép chịu lực thông thường:
Kéo dây - Đầu nguội - Bóng nhẹ - Bóng mềm - Xử lý nhiệt - Mài cứng - Mài tinh;
Quy trình sản xuất bi thép chịu lực nhập khẩu
1) Chế tạo thiết bị sử dụng bi thép chịu lực nhập khẩu
2) Đầu tiên, lắc xi lanh thủy lực để đẩy tấm mài lên cho đến khi có thể đặt được viên bi thép chịu lực vào giữa hai tấm mài.
3) Lắp ổ cắm bi và giữ nó ở trạng thái lỏng lẻo. Chà trục xoay để lấp đầy khoảng trống giữa hai tấm mài bằng các viên bi thép và điều chỉnh đầu ra của viên bi cho phù hợp.
Lưỡi thu bi được gắn chặt vào mặt cuối của đĩa mài (hoặc bánh mài) và gắn chặt vào ổ cắm bi. Lúc này, nên tác dụng lực lên hai tấm mài để làm bi thép crom quay.
4) Đóng nắp bảo vệ, khởi động máy bơm nước, khởi động khay vật liệu và khởi động trục chính.
5) Theo thói quen xử lý của từng nhà máy, điều chỉnh tốc độ của trục chính và khay vật liệu, đồng thời điều chỉnh lượng bi để đảm bảo các bi thép trong mỗi rãnh của tấm dẫn hướng được phân bổ đều
Phân bố đồng đều và không chồng chéo.
6) Điều chỉnh áp suất mài, vặn công tắc áp suất trên bảng vận hành sang vị trí mở, điều chỉnh van tăng áp trên bảng trạm thủy lực và nâng nó lên
Chỉ định áp suất và khóa nó trong từng nhà máy, đồng thời chú ý đến hệ thống thủy lực để duy trì áp suất trong quá trình khởi động.
7) Trong điều kiện làm việc bình thường, cần thường xuyên quan sát trạng thái hoạt động, áp suất, ra vào của máy chủ một cách thông suốt.
8) Khi quả bóng thép đạt đến kích thước và chất lượng bề mặt quy định, trước tiên hãy giảm áp suất làm việc, sau đó nhấn nút dừng chính.
9) Chuẩn bị thùng chứa để tháo bi thép chịu lực.